5 минут от КАД
5 минут от КАД
 zakaz@armamet.ru
zakaz@armamet.ruООО «КомандАрм» предлагает широкий ассортимент шпилек разных типов, размеров, изготовленных из различных марок стали, в соответствии с ГОСТ.
Для заказа продукции свяжитесь с нашими менеджерами по телефонам отдела продаж
+7(964)333-91-34, +7 (812) 985-60-69, +7 (812) 985-88-05.
Или отправить заявку на электронный адрес zakaz@armamet.ru.
На нашем складе в наличии шпильки из стали: 25, 35, 35Х, 40Х, 09Г2С, 20ХН3А, 30ХМА, 25Х1МФ, 20Х13, 14Х17Н2, 12Х18Н10Т, 14Х17Н10Т, ХН35ВТ:
- углеродистые конструкционные стали ст.20, ст.35, ст.45
- конструкционные низколегированные стали для сварных конструкций – 09Г2С
- конструкционные легированные стали 40Х, 30ХГСА, 20ХН3А, 30ХМА
- конструкционные теплоустойчивые стали 25Х1МФ, 25Х2М1Ф, 20Х1М1Ф1ТР
- коррозионностойкие, жаростойкие, жаропрочные стали 12Х18Н10Т, 20Х13, 10Х17Н13М2Т, 14Х17Н2, 13Х11Н2В2МФ
Поставляем шпильки по нормативно-технической документации НТД: ГОСТ 5915-70, ГОСТ 9066-75, ГОСТ 22042-76, ГОСТ 28919-91, ОСТ 26-2040-96, ОСТ 26-2040-77, ГОСТ 10494-80.
В наличии на складе:
Шпилька АМ 16 — 160 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 170 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 180 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 200 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 210 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 6gx100 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 16 — 6gx100 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 6gx110 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 16 — 6gx150 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 6gx90 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 16 — 6gx90 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 16 — 80 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 20 — 140 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 20 — 150 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 20 — 6gx100 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 20 — 6gx100 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 20 — 6gx110 Ст.20Х13 ГОСТ 9066-75
Шпилька АМ 20 — 6gx120 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 20 — 85 Ст.35 ГОСТ 9066-75
Шпилька АМ 24 — 140 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 24 — 220 Ст.35 ГОСТ 9066-75
Шпилька АМ 24 — 250 Ст.35 ГОСТ 9066-75
Шпилька АМ 24 — 95 Ст.35 ГОСТ 9066-75
Шпилька АМ 27 — 140 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька АМ 27 — 160 Ст.12Х18Н10Т ГОСТ 9066-75
Шпилька БМ 12-6gx100.30 ст35 .III.4. ГОСТ 9066-75
Шпилька БМ 12-6gx50.40X. IV.4 ГОСТ 9066-75
Шпилька БМ 12-6gx70.25. 12Х18Н10Т IV.4 ГОСТ 9066-75
Шпилька БМ 16-6gx100.32 ст35 III.4. ГОСТ 9066-75
Шпилька БМ 16-6gx120.32 ст35 III.4. ГОСТ 9066-75
Шпилька БМ 16-6gx130.32 ст35 III.4. ГОСТ 9066-75
Шпилька БМ 16-6gx140.40. 20Х13 IV.4 ГОСТ 9066-75
Шпилька БМ 16-6gx140.40.35.III.4 ГОСТ 9066-75
Шпилька БМ 16-6gx150.40. 20Х13 IV.4 ГОСТ 9066-75
Шпилька БМ 16-6gx150.40.35.III.4 ГОСТ 9066-75
Шпилька БМ 16-6gx170.40. 20Х13 IV.4 ГОСТ 9066-75
Шпилька БМ 16-6gx170.40.35.III.4 ГОСТ 9066-75
Шпилька БМ 16-6gx70.32.35.III.4 ГОСТ 9066-75
Шпилька БМ 16-6gx80.32. 20Х13 IV.4 ГОСТ 9066-75
Шпилька БМ 16-6gx80.32.35.III.4 ГОСТ 9066-75
Шпилька БМ 16-6gx80.32.40X. IV.4 ГОСТ 9066-75
Шпилька БМ 16-6gx90.32.35.III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx100.40.35.III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx120.40.40X. IV.4 ГОСТ 9066-75
Шпилька БМ 20-6gx120.40.ст.35. III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx130.40.40X. IV.4 ГОСТ 9066-75
Шпилька БМ 20-6gx130.40.ст.35. III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx140.40.ст.35. III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx150.40.ст.35. III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx160.40.ст.35. III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx170.48.35.III.4 ГОСТ 9066-75
Шпилька БМ 20-6gx260.48. 20Х13 IV.4 ГОСТ 9066-75
Шпилька БМ 20-6gx90.40.35.III.4 ГОСТ 9066-75
Шпилька БМ 24-6gx110.48.35.III.4 ГОСТ 9066-75
Шпилька БМ 24-6gx120.48.35.III.4 ГОСТ 9066-75
Шпилька БМ 24-6gx130.48.35.III.4 ГОСТ 9066-75
Шпилька БМ 24-6gx150.48.40X. IV.4 ГОСТ 9066-75
Шпилька БМ 24-6gx250.48.40X. IV.4 ГОСТ 9066-75
Шпилька БМ 27-6gx180.55.40X. IV.4 ГОСТ 9066-75
Шпилька DIN 975 резьбовая
Шпилька резьбовая (штанга) М12х1000 оцинкованная DIN 975
Шпилька резьбовая (штанга) М14х1000 оцинкованная DIN 975
Шпилька резьбовая (штанга) М16х1000 оцинкованная DIN 975
Шпилька метр.резьб.DIN975 А2 М12
Шпилька метр.резьб.DIN975 А2 М14
Шпилька метр.резьб.DIN976 А2 М16
Шпильки для фланц.соед. АМ 16 — 100 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 16 — 110 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 16 — 135 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 16 — 80 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 16 — 90 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 20 — 120 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 20 — 140 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 20 — 180 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 24 — 110 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 24 — 120 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 24 — 130 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 24 — 140 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 24 — 160 Ру до 100 кгс/см2
Шпильки для фланц.соед. АМ 24 — 190 Ру до 100 кгс/см2
Для подбора крепежа вы можете связаться с нашими менеджерами или воспользоваться технической информацией, представленной на нашем сайте.
При выборе изделия имеют значения такие параметры как:
- Рабочее давление
- Рабочая температура
- Марка материала
- Тип (А, Б, В и т.д.)
- Исполнение
- Диаметр резьбы, мм
- Шаг резьбы, мм
- Поле допуска резьбы (6g, 7Н и др.)
- Длина (для болтов и шпилек)
- Размер «под ключ» (S) для гайки и болта (при необходимости)
- Вид покрытия и его толщина в мкм: 019 (цинковое покрытие толщиной 9 мкм) и др. Группа качества.
Полная техническая информация представлена в следующих стандартах.
| ГОСТ 9066-75 | Шпильки для фланцевых соединений с температурой среды от 0 до 650 °С. |
| ГОСТ 10494-80 | Шпильки для фланцевых соединений на Ру свыше 10 до 100 МПа. |
| ГОСТ 22032-76, ГОСТ 22041-76 | Шпильки с ввинчиваемым концом. |
| ГОСТ 22042-76, ГОСТ 22043-76 | Шпильки для деталей с гладкими отверстиями. |
| ГОСТ 28919-91 | Фланцевые соединения устьевого оборудования. |
| ОСТ 26-2039-96, ОСТ 26-2040-96 | Шпильки для фланцевых соединений. |
| ГОСТ 9066-75 | Настоящий стандарт распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 до 650°С. |
| ГОСТ 10494-80 | Настоящий стандарт распространяется на шпильки для фланцевых соединений с линзовым уплотнением арматуры, соединительных частей и трубопроводов, используемых в химической и нефтехимической промышленности на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см кв.) с температурой от минус 50 до плюс 510°С. |
| ГОСТ 22032-76 | Шпильки (класса точности В) и ГОСТ 22033-76 (класс точности А) с ввинчиваемым концом длиной 1d, диаметром резьбы от 6 до 48 мм, класса точности B и А, ввинчиваемые в резьбовые отверстия в стальных, бронзовых и латунных деталях и деталях из титановых сплавов. |
| ГОСТ 22042-76 | Шпильки для деталей с гладкими отверстиями класса точности В с двумя одинаковыми по длине резьбовыми концами, изготавливаются с диаметром резьбы от 2 до 48 мм.. Материал сталь углеродистая, легированная, коррозионностойкая, жаропрочная, теплоустойчивая и цветные металлы и сплавы, с различными видами покрытий по ГОСТ 9.301-86. |
| ГОСТ 28919-91 | Фланцевые соединения устьевого оборудования со стальными кольцевыми прокладками восьмиугольного сечения предназначены для соединения составных частей устьевого нефтепромыслового оборудования. Данный продукт рассчитан на рабочее давление от 14 до 140 МПа и условным проходом от 50 до 680 мм. |
| ОСТ 26-2039-96 | Стандарт распространяется на шпильки нормальной точности с диаметром резьбы от 6 до 48 мм, ввинчиваемые в резьбовые отверстия деталей сосудов и аппаратов, применяемых в химической, нефтеперерабатывающей, нефтехимической, газовой, нефтяной и других смежных отраслях промышленности на условное давление Ру до 2,5 МПа (25 кгс/см2) и температуру от минус 70 до 300°С. |
по ГОСТ 9066 75 ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ С ТЕМПЕРАТУРОЙ СРЕДЫ от 0 до 650°С
Шпилька — крепёжное изделие в виде стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия. Используется для герметичного скрепления турбин, труб, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 до 650°С.
Резьба выполняется двумя способами:
Нарезка – резьба выполняется на токарном станке с помощью резца.
Накатка- резьба выполняется методом сильного нажатия на заготовку шпильки вращающихся роликов с резьбой на специализированном накатном станке.
Шпильки по ГОСТ 9066-75 должны изготовляться следующих типов и исполнений.
А — шпилька сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части, применяемая для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла менее или равной 300°С;
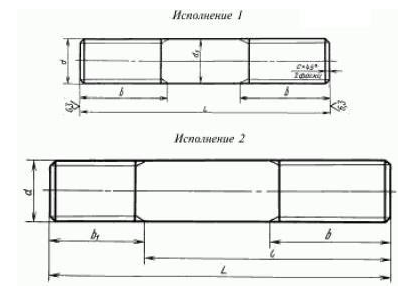
Б — шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, применяемая для фланцевых соединений турбин, трубопроводов и соединительных частей паровых котлов, паровых и газовых турбин, арматуры, приборов, аппаратов и резервуаров с температурой металла свыше 300°С;
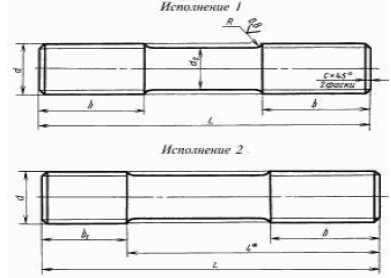
В — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и выступом четырехгранным «под ключ», затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Г — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и цилиндрическим выступом на ввинчиваемом конце, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов, арматуры с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
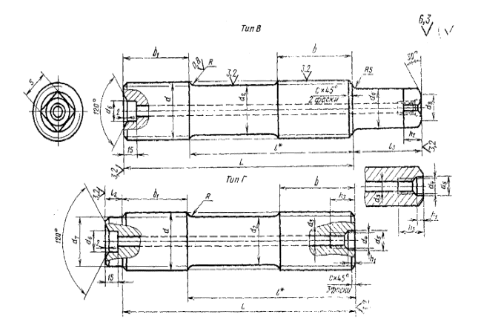
Д — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, арматуры, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С.
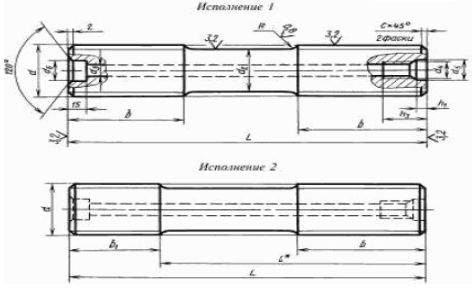
Исполнение 1 и 2 отличаются длиной резьбовой и гладкой части.
Размеры шпилек по ГОСТ 9066-75 должны соответствовать указанным в таблице 1.
Таблица 1.
| Номинальный диаметр резьбы d | 10 | 12 | 16 | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | (52) | 56 | (60) | ||||
| Шаг резьбы | крупный | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |||||||
| мелкий | 1,25 | 1,5 | 2 | 3 | 4 | |||||||||||||
| Диаметр гладкой части | для шпилек типа А | d1 | По ГОСТ 1925.8-73 и ГОСТ 19256-73. | |||||||||||||||
| для шпилек типов Б, В, Г, Д | d2 (пред. откл. по h12) | с крупным шагом | 7,8 | 9,5 | 13 | 16 | 18 | 20 | 22 | 24 | 30 | 35 | 40 | 44 | 48 | 52 | ||
| с мелким шагом | 8 | 10 | 14 | 18 | 20 | 21 | 24 | 27 | 33 | 35 | 40 | 44 | 50 | 54 | ||||
| — | ||||||||||||||||||
| Диаметр осевого отверстия d3 для шпилек типов В, Г, Д | — | 10 | ||||||||||||||||
| Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д | — | М12 | ||||||||||||||||
| Диаметр расточки осевого отверстия для шпилек типов В, Г, Д | d5s | — | 13 | 17 | ||||||||||||||
| d6 | — | |||||||||||||||||
| Диаметр цилиндрического выступа d7 для шпилек типа Г | — | 24 | 30 | 34 | 39 | 43 | 48 | 52 | ||||||||||
| Диаметр вписанной окружности d8 для шпилек типа В | — | 14 | 20 | 25 | 30 | |||||||||||||
| Диаметр описанной окружности d9 для шпилек типа В | — | 20 | 30 | 34 | 40 | |||||||||||||
| Радиус перехода R для шпилек типов Б, В, Г, Д | 6 | 8 | 12 | |||||||||||||||
| Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д | — | 7 | ||||||||||||||||
| Высота головки «под ключ» h2 для шпилек типа В | — | 12 | 15 | 20 | ||||||||||||||
| Глубина резьбы осевого отверстия из для шпилек типов В, Г, Д | — | 30 | ||||||||||||||||
| Размер «под ключ» для шпилек типа В | S (пред. откл. по h12) | — | 13 | 22 | 27 | 32 | ||||||||||||
| Длина ввинчиваемого резьбового конца b1 | номин. | 15 | 18 | 22 | 28 | 30 | 35 | 38 | 42 | 50 | 58 | 65 | 70 | 75 | 80 | |||
| пред. откл. | +1,8 | +2,1 | +2,5 | +3,0 | +4,0 | |||||||||||||
| Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | — | 15 | 25 | ||||||||||||||
| при накатке резьбы | — | |||||||||||||||||
| Высота головки 13 для шпилек типа В | — | 45 | 55 | 65 | 70 | 75 | 85 | |||||||||||
Продолжение таблицы 1.
| Номинальный диаметр резьбы d | 64 | (68) | 72 | (76) | 80 | 90 | 100 | 110 | (120) | 125 | 140 | 160 | |||||
| Шаг резьбы | крупный | 6 | |||||||||||||||
| мелкий | 4 | 4 и 6 | |||||||||||||||
| Диаметр гладкой части | для шпилек типа А | D1 | По ГОСТ 19268-73 и ГОСТ 19256-73 | ||||||||||||||
| для шпилек типов Б, В, Г, Д | d2 (пред откл. по h12) | с крупным шагом | 54 | 56 | |||||||||||||
| с мелким шагом | 58 | 62 | 66 | 70 | 74 | 84 | 94 | 104 | 114 | 119 | 134 | 154 | |||||
| — | 64 | 68 | 72 | 80 | 92 | 102 | 112 | 116 | 132 | 152 | |||||||
| Диаметр осевого отверстия d3 для шпилек типов В, Г, Д | 10 и 20 | 20 | 36 | ||||||||||||||
| Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д | М12 и М24 | М24 | М42 | ||||||||||||||
| Диаметр расточки осевого отверстия для шпилек типов В, Г, Д | d5 | 17 и 32 | 32 | 54 | |||||||||||||
| d6 | — | 40 | 85 | ||||||||||||||
| Диаметр цилиндрического выступа d7 для шпилек типа Г | 56 | 60 | 64 | 68 | 72 | 82 | 92 | 102 | 112 | 116 | 132 | 152 | |||||
| Диаметр вписанной окружности d8 для шпилек типа В | 30 | 32 | 35 | 42 | 50 | 60 | 70 | 75 | |||||||||
| Диаметр описанной окружности d9 для шпилек типа В | 40 | 45 | 58 | 70 | 80 | 95 | 100 | ||||||||||
| Радиус перехода R для шпилек типов Б, В, Г, Д | 12 | 16 | |||||||||||||||
| Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д | 7 | 10 | 13 | ||||||||||||||
| Высота головки «под ключ» h2 для шпилек типа В | 20 | 25 | 30 | 35 | 40 | 50 | |||||||||||
| Глубина резьбы осевого отверстия h3 для шпилек типов В, Г, Д | 30 и 50 | 50 | 75 | ||||||||||||||
| Размер «под ключ» для шпилек типа В | S (пред. откл. по hl2) | 32 | 36 | 46 | 55 | 65 | 75 | 80 | |||||||||
| Длина ввинчиваемого резьбового конца b1 | номин. | 90 | 95 | 100 | 105 | 110 | 125 | 135 | 150 | 160 | 170 | 190 | 220 | ||||
| пред. откл. | +4,0 | ||||||||||||||||
| Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | 25 | |||||||||||||||
| при накатке резьбы | — | 35 | 40 | ||||||||||||||
| Высота головки 13 для шпилек типа В | 90 | 100 | 115 | 120 | 135 | 145 | 160 | 180 | |||||||||
Шпилька типа А, исполнения 1, с диаметром резьбы 48 мм, с крупным шагом резьбы 5 мм, с полем допуска 6g, с длиной шпильки 200 мм, с длиной резьбового конца 90 из стали марки 09г2с, категории IV, группы качества 2, без покрытия:
Шпилька AM48-6gх200.90.09г2с.IV.2 ГОСТ 9066-75
КЛАСС ПРОЧНОСТИ
В зависимости от назначения и области применения крепёж изготавливают различных классов прочности, соответственно из разных марок сталей.
Все производимые из углеродистой стали крепёжные изделия, имеющие наружную метрическую резьбу: болты, винты, шпильки — принято подразделять по прочности на 11 классов: 3.6; 4.6; 4.8; 5.6; 5.8;6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Эти классы прочности обозначаются двумя числами, разделёнными между собой точкой.
Первое число – это уменьшенное в 100 раз минимальное значение предела прочности (отношения разрушающей растягивающей нагрузки к площади напряжённого поперечного сечения), выраженного в Н/мм².
Второе число – это увеличенное в 10 раз отношение минимального предела текучести (напряжения, при котором уже начинается пластическая деформация) к пределу прочности.
Классы прочности и марки сталей для болтов, винтов и шпилек по ГОСТ Р ИСО 898-1-2011
| Класс прочности | Материал и термическая обработка | ограничения на химический состав (анализ плавки, %) | температура отпуска, не менее | ||||
| C | P | S | B | ||||
| Не менее | Не более | Не более | Не более | Не более | |||
| 4.6 | углеродистая сталь или углеродистая сталь с добавками | — | 0,55 | 0,05 | 0,06 | Не определено | — |
| 4.8 | |||||||
| 5.6 | 0,013 | 0,55 | 0,5 | 0,06 | |||
| 5.8 | — | 0,55 | 0,5 | 0,06 | |||
| 6.8 | 0,15 | 0,55 | 0,5 | 0,06 | |||
| 8.8 | Углеродистая сталь с добавками (например B или Mn или Cr) закаленная и отпущенная | 0,15 | 0,4 | 0,025 | 0,025 | 0,003 | 425 |
| углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
| Легированная сталь, закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | |||
| 9.8 | Углеродистая сталь с добавками (например B или Mn или Cr) закаленная и отпущенная | 0,15 | 0,4 | 0,025 | 0,025 | 0,003 | 425 |
| углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
| Легированная сталь, закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | |||
| 10.9 | Углеродистая сталь с добавками (например B или Mn или Cr) закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | 0,003 | 425 |
| углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
| Легированная сталь, закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | |||
| 12.9 | Легированная сталь, закаленная и отпущенная | 0,3 | 0,5 | 0,025 | 0,025 | 0,003 | 425 |
| Углеродистая сталь с добавками (например B или Mn, Cr или Mo) закаленная и отпущенная | 0,28 | 0,5 | 0,025 | 0,025 | 0,003 | 380 | |
КЛАСС ТОЧНОСТИ
Основные требования к геометрическим размерам и допускам, приведены:
на крепеж, выполненный в соответствии с ГОСТ в ГОСТ 1759.1-82 «Болты, винты, шпильки, гайки и шурупы. Допуски, методы контроля размеров и отклонений форм и расположения поверхностей»;
A — повышенный класс точности;
B — нормальный класс точности;
С — грубый класс точности.
Допуски размеров, допуски расположения и суммарные допуски формы и расположения поверхностей должны соответствовать указанным в табл. 2
Таблица 2.
| Крепежные изделия или их элементы | Обозначение размера или допуска | Обозначение размера или допуска | Обозначение размера, служащего для определения числового значения допуска расположения | Поля допусков и допуски для изделий класса точности | ||
| A | B | C | ||||
ШПИЛЬКИ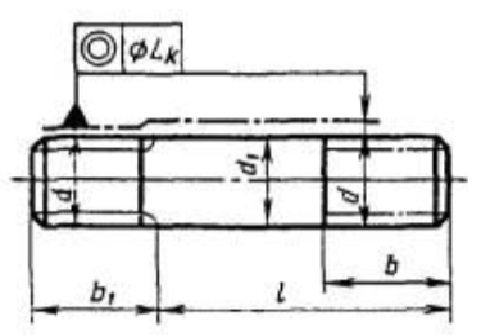 |
d1
|
Диаметр гладкой части шпильки | — | h13 | h14 | ±IT15 |
| l | Длина шпильки | — | js15 | js17 | js17 для l £150 | |
|
±IT17 » l > 150
|
||||||
| b |
Длина гаечного конца
|
— | плюс 2 шага резьбы (+2Р) | |||
| bI | Длина ввинчиваемого резьбового конца | — | js16 |
js17
|
||
| Lk | Допуск соосности гаечного и ввинчиваемого концов в диаметральном выражении | — | 2IT13 | 2IT14 |
21T15
|
|
Условия применения марок стали, указанные в табл.3, по температуре и давлению рабочей среды для болтов, шпилек и гаек фланцевых соединений объектов. ГОСТ 20700-75 БОЛТЫ, ШПИЛЬКИ, ГАЙКИ И ШАЙБЫ ДЛЯ ФЛАНЦЕВЫХ И АНКЕРНЫХ СОЕДИНЕНИЙ, ПРОБКИ И ХОМУТЫ С ТЕМПЕРАТУРОЙ СРЕДЫ ОТ 0 ДО 650°С
Таблица 3
| Марка стали | Обозначение стандарта | Предельные параметры | |||||
| Болты, шпильки, пробки и хомуты | Гайки | Шайбы | |||||
| Температура среды, ºС | Условное давление Ру,
МПа (кгс/см2) |
Температура среды, ºС | Условное давление Ру,
МПа (кгс/см2) |
Температура среды, ºС | Условное давление Ру,
МПа (кгс/см2) |
||
| ВСт3сп3 | ГОСТ 380-71 | — | — | — | — | До 350 | 10(100) |
| ВСт3сп5
ВСт4сп3 ВСт4сп5 ВСт5сп2 ВСт5сп5 |
До 350 | 1,6(16) | До 350 | 2,5(25) | |||
| — | 2,5(25) | — | — | ||||
| 10 | ГОСТ 1050-74 | — | — | До 350 | 2,5(25) | До 450 | |
| 20 | До 400 | 1,6(16) | До 400 | 10(100) | |||
| 25
30, 35, 40 45 |
ГОСТ 1050-74
ГОСТ 10702-78 |
— | — | ||||
| До 425 | 10(100) | До 425 | 20(200) | До 450 | Не ограничено | ||
| 35Х, 40Х | ГОСТ 10702-78 | 20(200) | До 450 | 20(200) | — | — | |
| 30ХМА, 35ХМ | ГОСТ 4543-71 | До 450 | Не ограничено | До 510 | Не ограничено | — | — |
| 20Х13 (2Х13) | ГОСТ 18968-73 | До 450 | Не ограничено | ||||
| 15ХМ | ГОСТ 4543-71 | — | — | — | — | До 545 | |
| 25Х1МФ (ЭИ10) | ГОСТ 20072-74 | До 510 | Не ограничено | До 540 | Не ограничено | — | — |
| 13Х11Н2В2МФ(ЭИ961) | ГОСТ 5949-75 | ||||||
| 25Х2М1Ф (ЭИ723) | ГОСТ 20072-74 | До 535 | До 565 | — | — | ||
| 15Х11МФ (1Х1 1МФ) 20Х12ВНМФ (ЭП428) 18Х11МНФБ (ЭП291) | ГОСТ 18968-73 | До 560 | До 560 | До 580 | Не ограничено | ||
| 18Х12ВМБФР (ЭИ993) | ГОСТ 5949-75 | ||||||
| 12Х1МФ (12ХМФ) | ГОСТ 20072-74 | — | — | — | — | До 570 | Не ограничено |
| 20Х1М1Ф1ТР (ЭП182) 20Х1М1Ф1БР (ЭП44) | До 580 | Не ограничено | До 580 | Не ограничено | — | — | |
| 08Х16Н131М2Б (ЭИ680) | — | До 625 | До 625 | До 650 | Не ограничено | ||
| 31Х19Н9МВБТ (ЭИ572) | ГОСТ 5949-75 | — | — | ||||
| ХН35ВТ (ЭИ612) | — | До 650 | До 650 | — | — | ||
| 10Х11Н22Т3МР (ЭИ696М) | — | ||||||
| 12Х1.8Н10Т (Х18Н10Т) 08Х18Н10Т (0Х18Н10Т) | ГОСТ 5949-75 | — | — | — | — | До 650 | Не ограничено |