5 минут от КАД
5 минут от КАД
 zakaz@armamet.ru
zakaz@armamet.ruООО «КомандАрм» предлагает широкий ассортимент шпилек разных типов, размеров, изготовленных из различных марок стали, в соответствии с ГОСТ.
Для заказа продукции свяжитесь с нашими менеджерами по телефонам отдела продаж
+7(964)333-91-34, +7 (812) 985-60-69, +7 (812) 985-88-05, +7 (812) 985-88-04. Или отправить заявку на электронный адрес zakaz@armamet.ru
На нашем складе в наличии шпильки из стали: 35, 40Х, 12Х18Н10Т,20Х13 и других марок стали:
- углеродистые конструкционные стали ст.20, ст.35, ст.45
- конструкционные низколегированные стали для сварных конструкций – 09Г2С
- конструкционные легированные стали 40Х, 30ХГСА, 20ХН3А, 30ХМА
- конструкционные теплоустойчивые стали 25Х1МФ, 25Х2М1Ф, 20Х1М1Ф1ТР
- коррозионностойкие, жаростойкие, жаропрочные стали 12Х18Н10Т, 20Х13, 10Х17Н13М2Т, 14Х17Н2, 13Х11Н2В2МФ
Для подбора крепежа вы можете связаться с нашими менеджерами или воспользоваться технической информацией, представленной на нашем сайте.
При выборе изделия имеют значения такие параметры как:
-Рабочее давление
-Рабочая температура
-Марка материала
-Тип (А, Б, В и т.д.)
-Исполнение
-Диаметр резьбы, мм
-Шаг резьбы, мм
-Поле допуска резьбы (6g, 7Н и др.)
-Длина (для болтов и шпилек)
-Размер «под ключ» (S) для гайки и болта (при необходимости)
-Вид покрытия и его толщина в мкм: 019 (цинковое покрытие толщиной 9 мкм) и др. Группа качества.
Полная техническая информация представлена в следующих стандартах.
| ГОСТ 9066-75 | Шпильки для фланцевых соединений с температурой среды от 0 до 650 °С. |
| ГОСТ 10494-80 | Шпильки для фланцевых соединений на Ру свыше 10 до 100 МПа. |
| ГОСТ 22032-76, ГОСТ 22041-76 | Шпильки с ввинчиваемым концом. |
| ГОСТ 22042-76, ГОСТ 22043-76 | Шпильки для деталей с гладкими отверстиями. |
| ГОСТ 28919-91 | Фланцевые соединения устьевого оборудования. |
| ОСТ 26-2039-96, ОСТ 26-2040-96 | Шпильки для фланцевых соединений. |
| ГОСТ 9066-75 | Настоящий стандарт распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 до 650°С. |
| ГОСТ 10494-80 | Настоящий стандарт распространяется на шпильки для фланцевых соединений с линзовым уплотнением арматуры, соединительных частей и трубопроводов, используемых в химической и нефтехимической промышленности на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см кв.) с температурой от минус 50 до плюс 510°С. |
| ГОСТ 22032-76 | Шпильки (класса точности В) и ГОСТ 22033-76 (класс точности А) с ввинчиваемым концом длиной 1d, диаметром резьбы от 6 до 48 мм, класса точности B и А, ввинчиваемые в резьбовые отверстия в стальных, бронзовых и латунных деталях и деталях из титановых сплавов. |
| ГОСТ 22042-76 | Шпильки для деталей с гладкими отверстиями класса точности В с двумя одинаковыми по длине резьбовыми концами, изготавливаются с диаметром резьбы от 2 до 48 мм.. Материал сталь углеродистая, легированная, коррозионностойкая, жаропрочная, теплоустойчивая и цветные металлы и сплавы, с различными видами покрытий по ГОСТ 9.301-86. |
| ГОСТ 28919-91 | Фланцевые соединения устьевого оборудования со стальными кольцевыми прокладками восьмиугольного сечения предназначены для соединения составных частей устьевого нефтепромыслового оборудования. Данный продукт рассчитан на рабочее давление от 14 до 140 МПа и условным проходом от 50 до 680 мм. |
| ОСТ 26-2039-96 | Стандарт распространяется на шпильки нормальной точности с диаметром резьбы от 6 до 48 мм, ввинчиваемые в резьбовые отверстия деталей сосудов и аппаратов, применяемых в химической, нефтеперерабатывающей, нефтехимической, газовой, нефтяной и других смежных отраслях промышленности на условное давление Ру до 2,5 МПа (25 кгс/см2) и температуру от минус 70 до 300°С. |
по ГОСТ 9066 75 ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ С ТЕМПЕРАТУРОЙ СРЕДЫ от 0 до 650°С
Шпилька — крепёжное изделие в виде стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия. Используется для герметичного скрепления турбин, труб, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 до 650°С.
Резьба выполняется двумя способами:
Нарезка – резьба выполняется на токарном станке с помощью резца.
Накатка- резьба выполняется методом сильного нажатия на заготовку шпильки вращающихся роликов с резьбой на специализированном накатном станке.
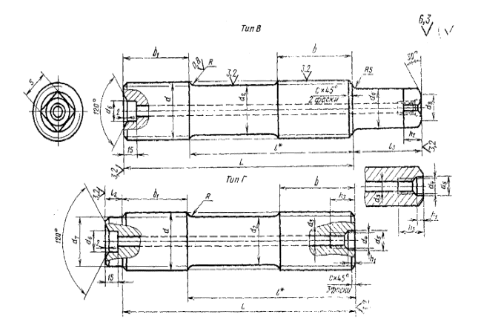
Шпильки по ГОСТ 9066-75 должны изготовляться следующих типов и исполнений.
А — шпилька сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части, применяемая для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла менее или равной 300°С;
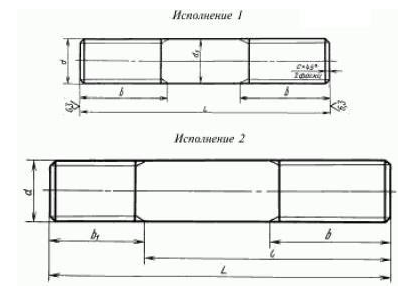
Б — шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, применяемая для фланцевых соединений турбин, трубопроводов и соединительных частей паровых котлов, паровых и газовых турбин, арматуры, приборов, аппаратов и резервуаров с температурой металла свыше 300°С;
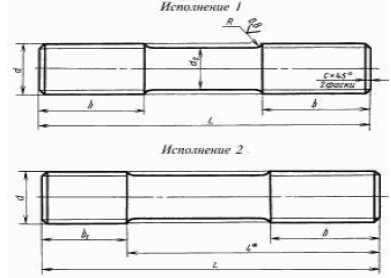
В — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и выступом четырехгранным «под ключ», затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Г — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и цилиндрическим выступом на ввинчиваемом конце, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов, арматуры с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Д — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, арматуры, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С.
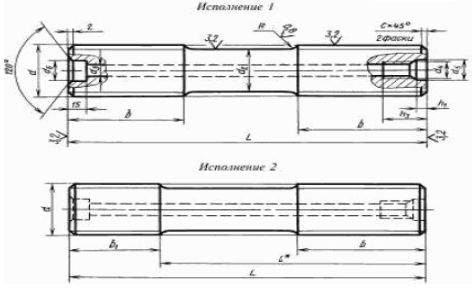
Исполнение 1 и 2 отличаются длиной резьбовой и гладкой части.
Размеры шпилек по ГОСТ 9066-75 должны соответствовать указанным в таблице 1.
Таблица 1.
| Номинальный диаметр резьбы d | 10 | 12 | 16 | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | (52) | 56 | (60) | ||||
| Шаг резьбы | крупный | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |||||||
| мелкий | 1,25 | 1,5 | 2 | 3 | 4 | |||||||||||||
| Диаметр гладкой части | для шпилек типа А | d1 | По ГОСТ 1925.8-73 и ГОСТ 19256-73. | |||||||||||||||
| для шпилек типов Б, В, Г, Д | d2 (пред. откл. по h12) | с крупным шагом | 7,8 | 9,5 | 13 | 16 | 18 | 20 | 22 | 24 | 30 | 35 | 40 | 44 | 48 | 52 | ||
| с мелким шагом | 8 | 10 | 14 | 18 | 20 | 21 | 24 | 27 | 33 | 35 | 40 | 44 | 50 | 54 | ||||
| — | ||||||||||||||||||
| Диаметр осевого отверстия d3 для шпилек типов В, Г, Д | — | 10 | ||||||||||||||||
| Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д | — | М12 | ||||||||||||||||
| Диаметр расточки осевого отверстия для шпилек типов В, Г, Д | d5s | — | 13 | 17 | ||||||||||||||
| d6 | — | |||||||||||||||||
| Диаметр цилиндрического выступа d7 для шпилек типа Г | — | 24 | 30 | 34 | 39 | 43 | 48 | 52 | ||||||||||
| Диаметр вписанной окружности d8 для шпилек типа В | — | 14 | 20 | 25 | 30 | |||||||||||||
| Диаметр описанной окружности d9 для шпилек типа В | — | 20 | 30 | 34 | 40 | |||||||||||||
| Радиус перехода R для шпилек типов Б, В, Г, Д | 6 | 8 | 12 | |||||||||||||||
| Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д | — | 7 | ||||||||||||||||
| Высота головки «под ключ» h2 для шпилек типа В | — | 12 | 15 | 20 | ||||||||||||||
| Глубина резьбы осевого отверстия из для шпилек типов В, Г, Д | — | 30 | ||||||||||||||||
| Размер «под ключ» для шпилек типа В | S (пред. откл. по h12) | — | 13 | 22 | 27 | 32 | ||||||||||||
| Длина ввинчиваемого резьбового конца b1 | номин. | 15 | 18 | 22 | 28 | 30 | 35 | 38 | 42 | 50 | 58 | 65 | 70 | 75 | 80 | |||
| пред. откл. | +1,8 | +2,1 | +2,5 | +3,0 | +4,0 | |||||||||||||
| Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | — | 15 | 25 | ||||||||||||||
| при накатке резьбы | — | |||||||||||||||||
| Высота головки 13 для шпилек типа В | — | 45 | 55 | 65 | 70 | 75 | 85 | |||||||||||
Продолжение таблицы 1.
| Номинальный диаметр резьбы d | 64 | (68) | 72 | (76) | 80 | 90 | 100 | 110 | (120) | 125 | 140 | 160 | |||||
| Шаг резьбы | крупный | 6 | |||||||||||||||
| мелкий | 4 | 4 и 6 | |||||||||||||||
| Диаметр гладкой части | для шпилек типа А | D1 | По ГОСТ 19268-73 и ГОСТ 19256-73 | ||||||||||||||
| для шпилек типов Б, В, Г, Д | d2 (пред откл. по h12) | с крупным шагом | 54 | 56 | |||||||||||||
| с мелким шагом | 58 | 62 | 66 | 70 | 74 | 84 | 94 | 104 | 114 | 119 | 134 | 154 | |||||
| — | 64 | 68 | 72 | 80 | 92 | 102 | 112 | 116 | 132 | 152 | |||||||
| Диаметр осевого отверстия d3 для шпилек типов В, Г, Д | 10 и 20 | 20 | 36 | ||||||||||||||
| Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д | М12 и М24 | М24 | М42 | ||||||||||||||
| Диаметр расточки осевого отверстия для шпилек типов В, Г, Д | d5 | 17 и 32 | 32 | 54 | |||||||||||||
| d6 | — | 40 | 85 | ||||||||||||||
| Диаметр цилиндрического выступа d7 для шпилек типа Г | 56 | 60 | 64 | 68 | 72 | 82 | 92 | 102 | 112 | 116 | 132 | 152 | |||||
| Диаметр вписанной окружности d8 для шпилек типа В | 30 | 32 | 35 | 42 | 50 | 60 | 70 | 75 | |||||||||
| Диаметр описанной окружности d9 для шпилек типа В | 40 | 45 | 58 | 70 | 80 | 95 | 100 | ||||||||||
| Радиус перехода R для шпилек типов Б, В, Г, Д | 12 | 16 | |||||||||||||||
| Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д | 7 | 10 | 13 | ||||||||||||||
| Высота головки «под ключ» h2 для шпилек типа В | 20 | 25 | 30 | 35 | 40 | 50 | |||||||||||
| Глубина резьбы осевого отверстия h3 для шпилек типов В, Г, Д | 30 и 50 | 50 | 75 | ||||||||||||||
| Размер «под ключ» для шпилек типа В | S (пред. откл. по hl2) | 32 | 36 | 46 | 55 | 65 | 75 | 80 | |||||||||
| Длина ввинчиваемого резьбового конца b1 | номин. | 90 | 95 | 100 | 105 | 110 | 125 | 135 | 150 | 160 | 170 | 190 | 220 | ||||
| пред. откл. | +4,0 | ||||||||||||||||
| Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | 25 | |||||||||||||||
| при накатке резьбы | — | 35 | 40 | ||||||||||||||
| Высота головки 13 для шпилек типа В | 90 | 100 | 115 | 120 | 135 | 145 | 160 | 180 | |||||||||
Шпилька типа А, исполнения 1, с диаметром резьбы 48 мм, с крупным шагом резьбы 5 мм, с полем допуска 6g, с длиной шпильки 200 мм, с длиной резьбового конца 90 из стали марки 09г2с, категории IV, группы качества 2, без покрытия:
Шпилька AM48-6gх200.90.09г2с.IV.2 ГОСТ 9066-75
КЛАСС ПРОЧНОСТИ
В зависимости от назначения и области применения крепёж изготавливают различных классов прочности, соответственно из разных марок сталей.
Все производимые из углеродистой стали крепёжные изделия, имеющие наружную метрическую резьбу: болты, винты, шпильки — принято подразделять по прочности на 11 классов: 3.6; 4.6; 4.8; 5.6; 5.8;6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Эти классы прочности обозначаются двумя числами, разделёнными между собой точкой.
Первое число – это уменьшенное в 100 раз минимальное значение предела прочности (отношения разрушающей растягивающей нагрузки к площади напряжённого поперечного сечения), выраженного в Н/мм².
Второе число – это увеличенное в 10 раз отношение минимального предела текучести (напряжения, при котором уже начинается пластическая деформация) к пределу прочности.
Классы прочности и марки сталей для болтов, винтов и шпилек по ГОСТ Р ИСО 898-1-2011
| Класс прочности | Материал и термическая обработка | ограничения на химический состав (анализ плавки, %) | температура отпуска, не менее | ||||
| C | P | S | B | ||||
| Не менее | Не более | Не более | Не более | Не более | |||
| 4.6 | углеродистая сталь или углеродистая сталь с добавками | — | 0,55 | 0,05 | 0,06 | Не определено | — |
| 4.8 | |||||||
| 5.6 | 0,013 | 0,55 | 0,5 | 0,06 | |||
| 5.8 | — | 0,55 | 0,5 | 0,06 | |||
| 6.8 | 0,15 | 0,55 | 0,5 | 0,06 | |||
| 8.8 | Углеродистая сталь с добавками (например B или Mn или Cr) закаленная и отпущенная | 0,15 | 0,4 | 0,025 | 0,025 | 0,003 | 425 |
| углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
| Легированная сталь, закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | |||
| 9.8 | Углеродистая сталь с добавками (например B или Mn или Cr) закаленная и отпущенная | 0,15 | 0,4 | 0,025 | 0,025 | 0,003 | 425 |
| углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
| Легированная сталь, закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | |||
| 10.9 | Углеродистая сталь с добавками (например B или Mn или Cr) закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | 0,003 | 425 |
| углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
| Легированная сталь, закаленная и отпущенная | 0,2 | 0,55 | 0,025 | 0,025 | |||
|
12.9 |
Легированная сталь, закаленная и отпущенная | 0,3 | 0,5 | 0,025 | 0,025 | 0,003 | 425 |
| Углеродистая сталь с добавками (например B или Mn, Cr или Mo) закаленная и отпущенная | 0,28 | 0,5 | 0,025 | 0,025 | 0,003 | 380 | |
КЛАСС ТОЧНОСТИ
Основные требования к геометрическим размерам и допускам, приведены:
на крепеж, выполненный в соответствии с ГОСТ в ГОСТ 1759.1-82 «Болты, винты, шпильки, гайки и шурупы. Допуски, методы контроля размеров и отклонений форм и расположения поверхностей»;
A — повышенный класс точности;
B — нормальный класс точности;
С — грубый класс точности.
Допуски размеров, допуски расположения и суммарные допуски формы и расположения поверхностей должны соответствовать указанным в табл. 2
Таблица 2.
| Крепежные изделия или их элементы | Обозначение размера или допуска | Обозначение размера или допуска | Обозначение размера, служащего для определения числового значения допуска расположения | Поля допусков и допуски для изделий класса точности | ||
| A | B | C | ||||
| ШПИЛЬКИ |
d1
|
Диаметр гладкой части шпильки | — | h13 | h14 | ±IT15 |
| l | Длина шпильки | — | js15 | js17 | js17 для l £150 | |
|
±IT17 » l > 150
|
||||||
| b |
Длина гаечного конца
|
— | плюс 2 шага резьбы (+2Р) | |||
| bI | Длина ввинчиваемого резьбового конца | — | js16 |
js17
|
||
| Lk | Допуск соосности гаечного и ввинчиваемого концов в диаметральном выражении | — | 2IT13 | 2IT14 |
21T15
|
|
Условия применения марок стали, указанные в табл.3, по температуре и давлению рабочей среды для болтов, шпилек и гаек фланцевых соединений объектов. ГОСТ 20700-75 БОЛТЫ, ШПИЛЬКИ, ГАЙКИ И ШАЙБЫ ДЛЯ ФЛАНЦЕВЫХ И АНКЕРНЫХ СОЕДИНЕНИЙ, ПРОБКИ И ХОМУТЫ С ТЕМПЕРАТУРОЙ СРЕДЫ ОТ 0 ДО 650°С
Таблица 3
| Марка стали | Обозначение стандарта | Предельные параметры | |||||
| Болты, шпильки, пробки и хомуты | Гайки | Шайбы | |||||
| Температура среды, ºС | Условное давление Ру,
МПа (кгс/см2) |
Температура среды, ºС | Условное давление Ру,
МПа (кгс/см2) |
Температура среды, ºС | Условное давление Ру,
МПа (кгс/см2) |
||
| ВСт3сп3 | ГОСТ 380-71 | — | — | — | — | До 350 | 10(100) |
| ВСт3сп5
ВСт4сп3 ВСт4сп5 ВСт5сп2 ВСт5сп5 |
До 350 | 1,6(16) | До 350 | 2,5(25) | |||
| — | 2,5(25) | — | — | ||||
| 10 | ГОСТ 1050-74 | — | — | До 350 | 2,5(25) | До 450 | |
| 20 | До 400 | 1,6(16) | До 400 | 10(100) | |||
| 25
30, 35, 40 45 |
ГОСТ 1050-74
ГОСТ 10702-78 |
— | — | ||||
| До 425 | 10(100) | До 425 | 20(200) | До 450 | Не ограничено | ||
| 35Х, 40Х | ГОСТ 10702-78 | 20(200) | До 450 | 20(200) | — | — | |
| 30ХМА, 35ХМ | ГОСТ 4543-71 | До 450 | Не ограничено | До 510 | Не ограничено | — | — |
| 20Х13 (2Х13) | ГОСТ 18968-73 | До 450 | Не ограничено | ||||
| 15ХМ | ГОСТ 4543-71 | — | — | — | — | До 545 | |
| 25Х1МФ (ЭИ10) | ГОСТ 20072-74 | До 510 | Не ограничено | До 540 | Не ограничено | — | — |
| 13Х11Н2В2МФ(ЭИ961) | ГОСТ 5949-75 | ||||||
| 25Х2М1Ф (ЭИ723) | ГОСТ 20072-74 | До 535 | До 565 | — | — | ||
| 15Х11МФ (1Х1 1МФ) 20Х12ВНМФ (ЭП428) 18Х11МНФБ (ЭП291) | ГОСТ 18968-73 | До 560 | До 560 | До 580 | Не ограничено | ||
| 18Х12ВМБФР (ЭИ993) | ГОСТ 5949-75 | ||||||
| 12Х1МФ (12ХМФ) | ГОСТ 20072-74 | — | — | — | — | До 570 | Не ограничено |
| 20Х1М1Ф1ТР (ЭП182) 20Х1М1Ф1БР (ЭП44) | До 580 | Не ограничено | До 580 | Не ограничено | — | — | |
| 08Х16Н131М2Б (ЭИ680) | — | До 625 | До 625 | До 650 | Не ограничено | ||
| 31Х19Н9МВБТ (ЭИ572) | ГОСТ 5949-75 | — | — | ||||
| ХН35ВТ (ЭИ612) | — | До 650 | До 650 | — | — | ||
| 10Х11Н22Т3МР (ЭИ696М) | — | ||||||
| 12Х1.8Н10Т (Х18Н10Т) 08Х18Н10Т (0Х18Н10Т) | ГОСТ 5949-75 | — | — | — | — | До 650 | Не ограничено |